
巧捷全自动铸造造型机的铸件过程!
文章出处:未知 人气:发表时间:2019-11-05 18:05
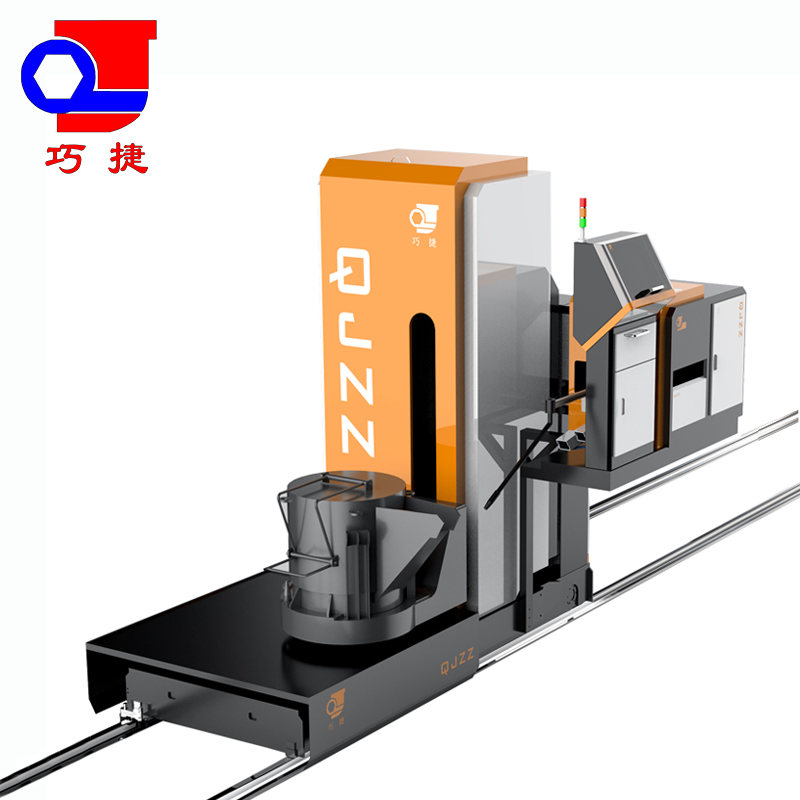
全自动铸造造型机第一上板铸模一半,把烧瓶填充砂压实校准从类型,使得良好的砂180度旋转,置于两半,撒上脱模剂,上砂箱,该型砂填充和压实,均匀度中,上砂箱旋转180度,被取出,下半模,然后使上模180度旋转和下翻盖浩,建筑砂完成,等待浇注。这个过程俗称铸造。
成形前将熔融的金属浇入模腔中,冷却后,固化,得到的制造方法。在汽车制造过程中,使用由铸铁件许多空白,占整个车辆约60%的(重量),诸如缸体,传输的情况下,转向齿轮箱,后桥壳,一个制动鼓,各种支架的等待。砂在砂基材料,并将砂基材料与粘合剂,水等材料混合搅拌。砂基材料必须具有一定的粘合强度,从而能够被模制成所需的产品形状,并能承受高温铁水侵蚀而不塌陷。为了与铸造腔形状内的模制砂,以符合,该模型必须由木材制成,称为木模。体积在冷却之后会减小,因此,有必要增加由基于原始尺寸的铸造木材成型收缩率的大小,以备切割各个加厚的表面。它是由为空心铸件和芯砂芯对应的木模(芯盒)。在制造砂,砂箱上下考虑如何分离出木模,还要考虑铁水从什么地方流入,如何填补了腔,以获得高质量的铸件。砂制成后,可浇铁水,将其注入砂模腔。用在1250至1350的温度之间以致更高的熔化温度浇注铁水。然后再通过除砂,修复,打磨等工序,铸件才算真正合格。

同类文章排行
- 全自动铸造造型机的安全操作指南!
- 全自动铸造造型机规范的操作过程详解!
- 全自动造型机的结构特点和相关使用注意点
- 各类全自动铸造造型机的优缺点及技术参数比对
- 全自动水平造型机的关键工作流程及旧式造型机
- 全自动水平无箱造型机全套操作规程在这里!
- 全自动水平造型机的砂型效果杠杠的,硬度达到
- 未来砂型铸造发展是怎么样的一个趋势
- 保养全自动水平无箱造型机应该这么做!
- 巧捷全自动铸造造型机是一种什么样的设备?

