
当代,全自动造型机如何顺应潮流,做大做强!
文章出处:未知 人气:发表时间:2019-07-01 23:41
一、全自动造型机+升降机+手动推车 这是一种比较简单和经济的造型方案,全自动造型机购买回去就可以马上生产了,把造型机和升降架固定好,然后启动输送带往造型机送砂,每造型一箱,就用一个托板接住砂模,然后用手推车叉出来,平放在地面浇注。
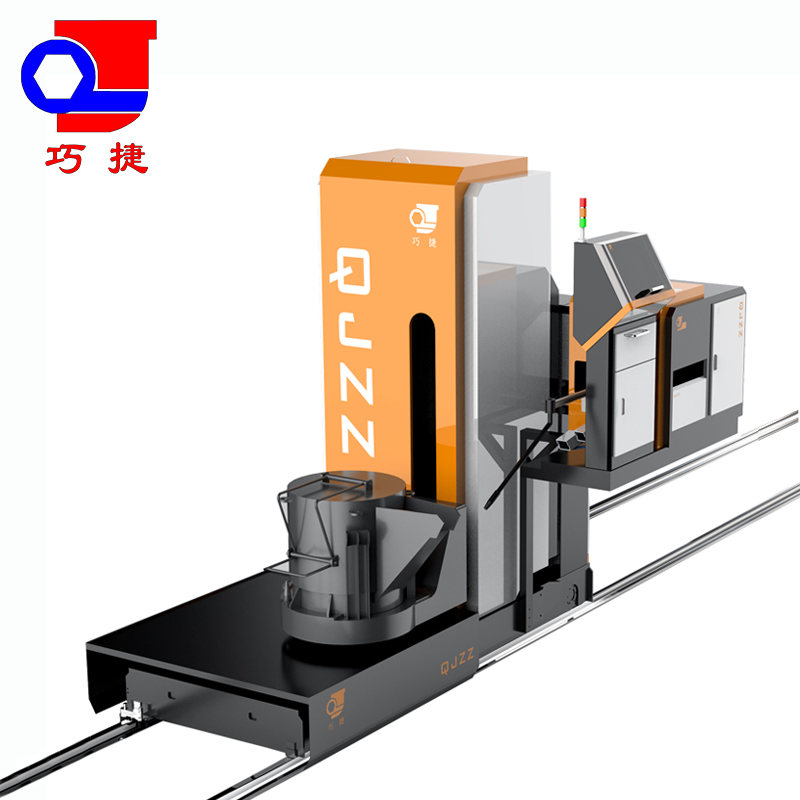
二、全自动造型推进+缓冲线 这是一种比较省劳动力的一种造型方案,机械化程度高,全线101台小车循环,两个机械手,一个机械手抓套箱,一个机械手抓压铁,前后液压站控制,整条线有101台小车,90个套箱,89个压铁。整线独立电箱PLC控制。 全自动造型机把砂模推出,然后造型机给一个信号附线,附线推动一个动作,这样做一箱推一箱循环,造型机与附线配套联动起来,附线有一个浇注区域,当砂模走到一个浇注区域就进往浇注,浇注完附线小车住前走,当循环到机械手位置的时候,套箱和压铁自动往造型机推出来的砂模套模。当取完套箱和压铁后,砂块自动推出附线,落入砂处理的振动筛,这样砂型和铸件自动分离。
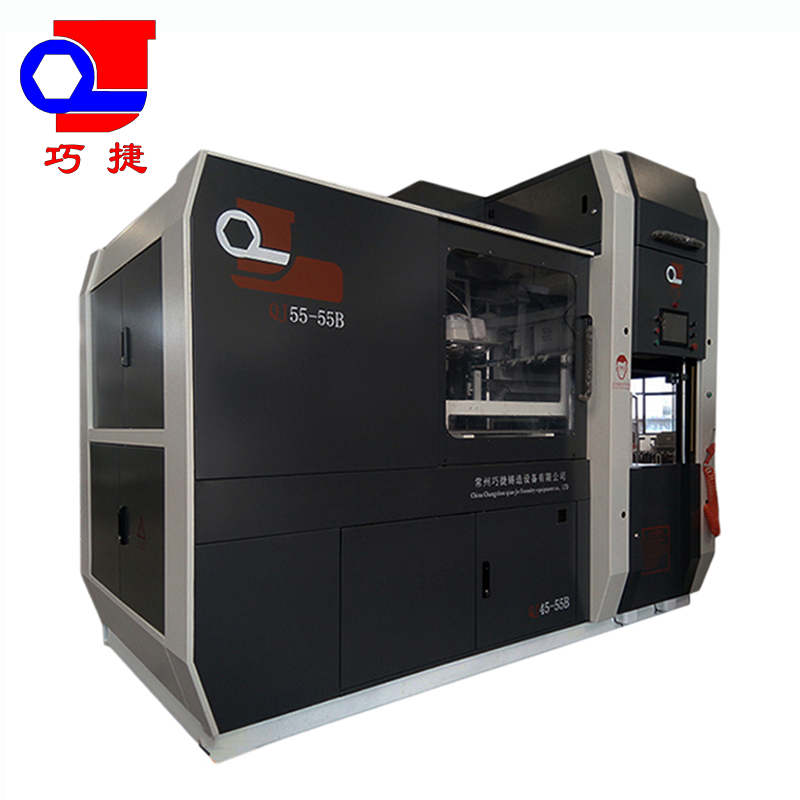
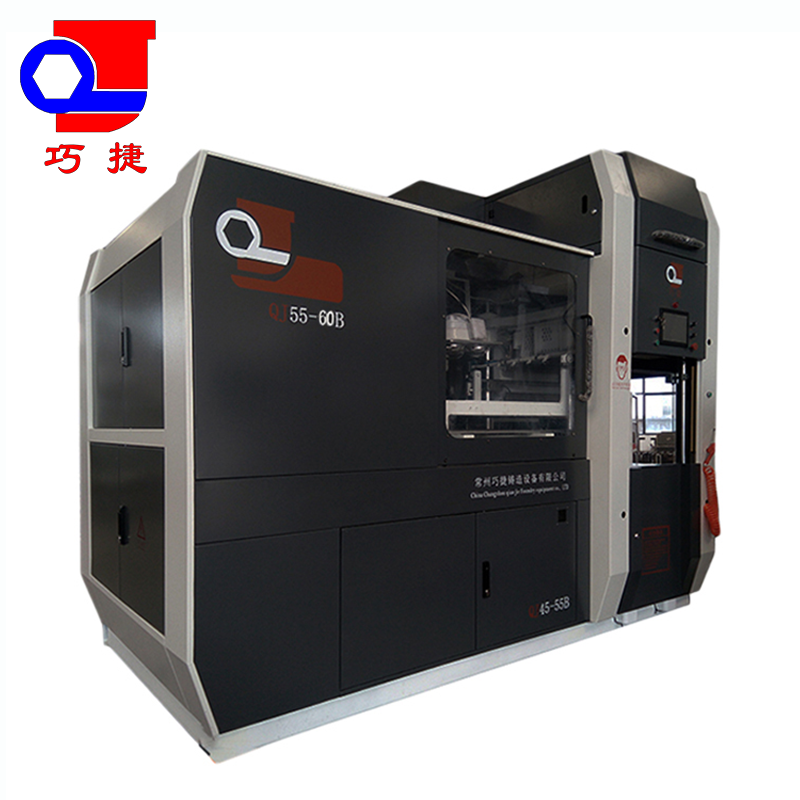
三、全自动铸造造型生产线 此方案三是比方案二多了道工序,是附线后面推出后推到一条冷却皮带,有一个冷却段,然后再接入振动筛。机械化程度高,全线101台小车循环,两个机械手,一个机械手抓套箱,一个机械手抓压铁,前后液压站控制,整条线有101台小车,90个套箱,89个压铁。整线独立电箱PLC控制。
全自动造型机把砂模推出,然后造型机给一个信号附线,附线推动一个动作,这样做一箱推一箱循环,造型机与附线配套联动起来,附线有一个浇注区域,当砂模走到一个浇注区域就进往浇注,浇注完附线小车住前走,当循环到机械手位置的时候,套箱和压铁自动往造型机推出来的砂模套模。当取完套箱和压铁后,砂块自动推出附线,落入砂处理的冷却皮带,然后接入振动筛,这样砂型和铸件自动分离。
二、全自动造型推进+缓冲线 这是一种比较省劳动力的一种造型方案,机械化程度高,全线101台小车循环,两个机械手,一个机械手抓套箱,一个机械手抓压铁,前后液压站控制,整条线有101台小车,90个套箱,89个压铁。整线独立电箱PLC控制。 全自动造型机把砂模推出,然后造型机给一个信号附线,附线推动一个动作,这样做一箱推一箱循环,造型机与附线配套联动起来,附线有一个浇注区域,当砂模走到一个浇注区域就进往浇注,浇注完附线小车住前走,当循环到机械手位置的时候,套箱和压铁自动往造型机推出来的砂模套模。当取完套箱和压铁后,砂块自动推出附线,落入砂处理的振动筛,这样砂型和铸件自动分离。
三、全自动铸造造型生产线 此方案三是比方案二多了道工序,是附线后面推出后推到一条冷却皮带,有一个冷却段,然后再接入振动筛。机械化程度高,全线101台小车循环,两个机械手,一个机械手抓套箱,一个机械手抓压铁,前后液压站控制,整条线有101台小车,90个套箱,89个压铁。整线独立电箱PLC控制。
全自动造型机把砂模推出,然后造型机给一个信号附线,附线推动一个动作,这样做一箱推一箱循环,造型机与附线配套联动起来,附线有一个浇注区域,当砂模走到一个浇注区域就进往浇注,浇注完附线小车住前走,当循环到机械手位置的时候,套箱和压铁自动往造型机推出来的砂模套模。当取完套箱和压铁后,砂块自动推出附线,落入砂处理的冷却皮带,然后接入振动筛,这样砂型和铸件自动分离。
全自动造型机的八大使用要点:
1、认真阅读理解全自动铸造造型机随机配套的操作说明书。
1、认真阅读理解全自动铸造造型机随机配套的操作说明书。
2、在全自动铸造造型机工作之前,先打开空压机,保证有充足的气体压力,同时启动机器的液压系统让液压油加热和对模具进行烤热。
3、全自动造型机起模时,顶杆必须平稳而又同步上或,否则,通知维修人员修理。
4、全自动造型机压实时,压砂横梁转架应平稳地转动,不要操作过猛,产生冲击。
5、操作者在生产前后必须注意模具是否良好,外模与芯模的定位销是否配套。
6、操作造型机的工作人员应思想集中。
7、全自动造型机合箱完工后,应按工艺规定,将模子吊搬到制定的浇注点(线)。摆放整齐,并加以压铁或卡子锁箱。杂件必须注明记号。
8、全自动造型机砂箱不准堆放太高,一般不得超过两米,所用工具必须堆放整齐,防止发生事故。

同类文章排行
- 全自动铸造造型机的安全操作指南!
- 全自动铸造造型机规范的操作过程详解!
- 全自动造型机的结构特点和相关使用注意点
- 各类全自动铸造造型机的优缺点及技术参数比对
- 全自动水平造型机的关键工作流程及旧式造型机
- 全自动水平无箱造型机全套操作规程在这里!
- 全自动水平造型机的砂型效果杠杠的,硬度达到
- 未来砂型铸造发展是怎么样的一个趋势
- 保养全自动水平无箱造型机应该这么做!
- 巧捷全自动铸造造型机是一种什么样的设备?

